



A tecnoloxía de corte con fío de diamante tamén se coñece como tecnoloxía de corte abrasivo por consolidación. Trátase do uso de métodos de galvanoplastia ou unión de resina no que o abrasivo de diamante se consolida na superficie do fío de aceiro. O fío de diamante actúa directamente sobre a superficie da varilla ou lingote de silicio para producir unha esmerilada e conseguir o efecto de corte. O corte con fío de diamante ten as características de velocidade de corte rápida, alta precisión de corte e baixa perda de material.
Na actualidade, o mercado de monocristalino para o corte de obleas de silicio con fío de diamante foi totalmente aceptado, pero tamén se atoparon problemas no proceso de promoción, entre os que o branco veludo é o problema máis común. En vista disto, este artigo céntrase en como evitar o problema do branco veludo para o corte de obleas de silicio monocristalino con fío de diamante.
O proceso de limpeza da oblea de silicio monocristalino para corte con fío de diamante consiste en retirar a oblea de silicio cortada pola máquina-ferramenta de serra de fío da placa de resina, retirar a tira de goma e limpar a oblea de silicio. O equipo de limpeza é principalmente unha máquina de prelimpeza (desgomadora) e unha máquina de limpeza. O principal proceso de limpeza da máquina de prelimpeza é: alimentación-pulverización-pulverización-limpeza ultrasónica-desgomación-enxaugadura con auga limpa-subalimentación. O principal proceso de limpeza da máquina de limpeza é: alimentación-enxaugadura con auga pura-enxaugadura con auga pura-lavado alcalino-lavado alcalino-enxaugadura con auga pura-enxaugadura con auga pura-predeshidratación (elevación lenta)-secado-alimentación.
O principio da fabricación de veludo monocristalino
A oblea de silicio monocristalino é característica da corrosión anisotrópica da oblea de silicio monocristalino. O principio de reacción é a seguinte ecuación de reacción química:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
En esencia, o proceso de formación de camurça é: unha solución de NaOH para diferentes taxas de corrosión de diferentes superficies cristalinas, (100) velocidade de corrosión superficial que (111), polo que (100) á oblea de silicio monocristalino despois da corrosión anisotrópica, finalmente se forma na superficie para (111) un cono de catro lados, é dicir, unha estrutura "piramídica" (como se mostra na figura 1). Despois de que se forme a estrutura, cando a luz incida na pendente da pirámide nun certo ángulo, a luz reflectirase na pendente noutro ángulo, formando unha absorción secundaria ou superior, reducindo así a reflectividade na superficie da oblea de silicio, é dicir, o efecto de trampa de luz (ver Figura 2). Canto mellor sexa o tamaño e a uniformidade da estrutura "piramídica", máis evidente será o efecto de trampa e menor será a emisión superficial da oblea de silicio.
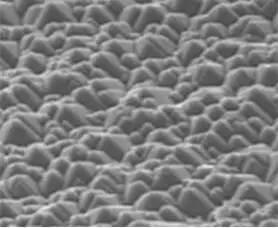
Figura 1: Micromorfoloxía dunha oblea de silicio monocristalino despois da produción de álcalis
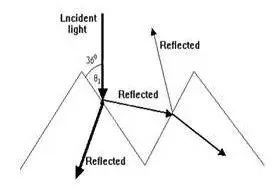
Figura 2: O principio de trampa de luz da estrutura "piramídica"
Análise do branqueamento de monocristais
Mediante microscopio electrónico de varrido na oblea de silicio branco, comprobouse que a microestrutura piramidal da oblea branca na área basicamente non estaba formada, e a superficie parecía ter unha capa de residuos "cerosos", mentres que a estrutura piramidal da camurça na área branca da mesma oblea de silicio estaba mellor formada (ver Figura 3). Se hai residuos na superficie da oblea de silicio monocristalino, a superficie terá unha área residual de tamaño e uniformidade da estrutura "piramidal" e a xeración e o efecto da área normal son insuficientes, o que resulta nunha reflectividade superficial de veludo residual maior que a área normal, a área con alta reflectividade en comparación coa área normal visualmente reflectida como branca. Como se pode ver a partir da forma de distribución da área branca, non é regular ou de forma regular en áreas grandes, senón só en áreas locais. Debería ser que os contaminantes locais na superficie da oblea de silicio non foron limpos, ou que a situación da superficie da oblea de silicio sexa causada por contaminación secundaria.
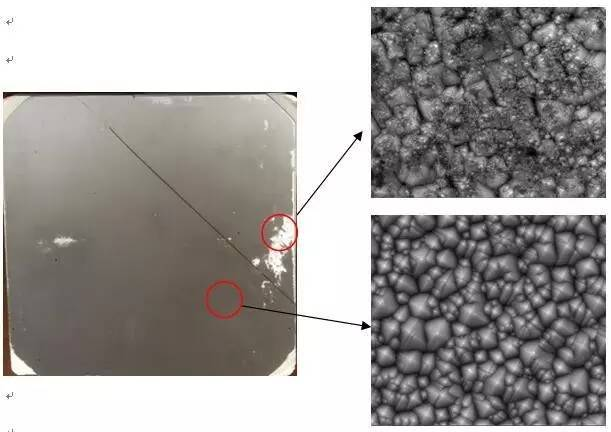
Figura 3: Comparación das diferenzas rexionais na microestrutura de obleas de silicio branco veludo
A superficie da oblea de silicio de corte con fío de diamante é máis lisa e o dano é menor (como se mostra na Figura 4). En comparación coa oblea de silicio de morteiro, a velocidade de reacción do álcali e da superficie da oblea de silicio de corte con fío de diamante é máis lenta que a da oblea de silicio monocristalino de corte con morteiro, polo que a influencia dos residuos superficiais no efecto veludo é máis evidente.
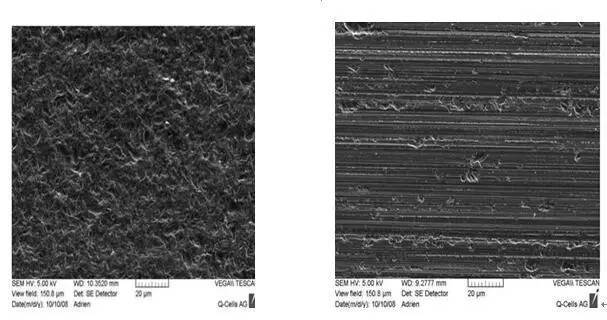
Figura 4: (A) Micrografía superficial dunha oblea de silicio cortada con morteiro (B) Micrografía superficial dunha oblea de silicio cortada con fío de diamante
A principal fonte residual da superficie da oblea de silicio cortada con fío de diamante
(1) Refrixerante: os principais compoñentes do refrixerante para o corte con fío de diamante son surfactante, dispersante, desinflamatorio e auga, entre outros compoñentes. O líquido de corte, que ten un excelente rendemento, ten unha boa suspensión, dispersión e unha fácil capacidade de limpeza. Os surfactantes adoitan ter mellores propiedades hidrófilas, o que facilita a súa eliminación no proceso de limpeza da oblea de silicio. A axitación e circulación continuas destes aditivos na auga producirán unha gran cantidade de escuma, o que provocará unha diminución do fluxo de refrixerante, o que afectará o rendemento de refrixeración e xerará graves problemas de escuma e mesmo de desbordamento de escuma, o que afectará seriamente o uso. Polo tanto, o refrixerante adoita usarse xunto co axente antiespumante. Para garantir o rendemento antiespumante, a silicona e o poliéter tradicionais adoitan ser pouco hidrófilos. O disolvente na auga é moi doado de adsorber e permanece na superficie da oblea de silicio na limpeza posterior, o que provocará o problema das manchas brancas. E non é ben compatible cos compoñentes principais do refrixerante, polo que debe dividirse en dous compoñentes. Os compoñentes principais e os axentes antiespumantes engádense á auga. No proceso de uso, segundo a situación da escuma, non se pode controlar cuantitativamente o uso e a dosificación dos axentes antiespumantes, o que pode permitir facilmente unha sobredose de axentes antiespumantes, o que leva a un aumento dos residuos na superficie da oblea de silicio. Tamén é máis incómodo de operar. Non obstante, debido ao baixo prezo das materias primas e das materias primas dos axentes antiespumantes, a maioría dos refrixerantes domésticos usan este sistema de fórmula. Outros refrixerantes usan un novo axente antiespumante, poden ser ben compatibles cos compoñentes principais, sen adicións, poden controlar eficaz e cuantitativamente a súa cantidade, poden evitar eficazmente o uso excesivo. Os exercicios tamén son moi cómodos de facer. Co proceso de limpeza axeitado, os seus residuos pódense controlar a niveis moi baixos. No Xapón e algúns fabricantes nacionais adoptan este sistema de fórmula. Non obstante, debido ao seu alto custo das materias primas, a súa vantaxe de prezo non é obvia.
(2) Versión con cola e resina: na fase posterior do proceso de corte con fío de diamante, a oblea de silicio preto do extremo de entrada foi cortada previamente, a oblea de silicio no extremo de saída aínda non está cortada, o fío de diamante cortado inicialmente comezou a cortar a capa de goma e a placa de resina, dado que a cola da varilla de silicio e a placa de resina son produtos de resina epoxi, o seu punto de abrandamento está basicamente entre 55 e 95 ℃, se o punto de abrandamento da capa de goma ou da placa de resina é baixo, pode quentarse facilmente durante o proceso de corte e facer que se abrande e se derrita, unido ao fío de aceiro e á superficie da oblea de silicio, fai que a capacidade de corte da liña de diamante diminúa, ou as obleas de silicio son recibidas e manchadas con resina, unha vez unidas, é moi difícil lavalo, esta contaminación ocorre principalmente preto do bordo da oblea de silicio.
(3) po de silicio: no proceso de corte con fío de diamante producirase unha gran cantidade de po de silicio. Co corte, o contido de po de refrixerante do morteiro será cada vez maior. Cando o po sexa o suficientemente grande, adheriráse á superficie do silicio e o corte con fío de diamante do tamaño e tamaño do po de silicio facilitará a súa adsorción na superficie do silicio, o que dificultará a súa limpeza. Polo tanto, débese garantir a actualización e a calidade do refrixerante e reducir o contido de po no refrixerante.
(4) axente de limpeza: o uso actual dos fabricantes de corte con fío de diamante emprega principalmente morteiro de corte ao mesmo tempo, principalmente empregando prelavado de corte con morteiro, proceso de limpeza e axente de limpeza, etc., a tecnoloxía de corte con fío de diamante único a partir do mecanismo de corte, forma un conxunto completo de liña, refrixerante e morteiro de corte teñen unha gran diferenza, polo que o proceso de limpeza correspondente, a dosificación do axente de limpeza, a fórmula, etc. deben ser para o corte con fío de diamante facer o axuste correspondente. O axente de limpeza é un aspecto importante, o surfactante da fórmula orixinal do axente de limpeza, a alcalinidade non é axeitada para limpar obleas de silicio de corte con fío de diamante, debe ser para a superficie da oblea de silicio de fío de diamante, a composición e os residuos superficiais do axente de limpeza específico, e tomalo co proceso de limpeza. Como se mencionou anteriormente, a composición do axente antiespumante non é necesaria no corte con morteiro.
(5) Auga: a auga de rebordamento durante o corte con fío de diamante, a prelavado e a limpeza conteñen impurezas que poden adsorberse na superficie da oblea de silicio.
Suxestións para reducir o problema de facer que o cabelo de veludo pareza branco
(1) Para usar o refrixerante con boa dispersión, e o refrixerante é necesario usar o axente antiespumante de baixo residuo para reducir os residuos dos compoñentes do refrixerante na superficie da oblea de silicio;
(2) Empregar cola e placa de resina axeitadas para reducir a contaminación da oblea de silicio;
(3) O refrixerante dilúese con auga pura para garantir que non haxa impurezas residuais fáciles na auga utilizada;
(4) Para a superficie da oblea de silicio cortada con fío de diamante, use un axente de limpeza máis axeitado para a actividade e o efecto de limpeza;
(5) Empregar o sistema de recuperación en liña de refrixerante da liña de diamante para reducir o contido de po de silicio no proceso de corte, de xeito que se controle eficazmente o residuo de po de silicio na superficie da oblea de silicio. Ao mesmo tempo, tamén pode mellorar a temperatura da auga, o fluxo e o tempo no prelavado, para garantir que o po de silicio se lave a tempo.
(6) Unha vez colocada a oblea de silicio na mesa de limpeza, débese tratar inmediatamente e manter a oblea de silicio mollada durante todo o proceso de limpeza.
(7) A oblea de silicio mantén a superficie húmida durante o proceso de desgomado e non pode secar de forma natural. (8) No proceso de limpeza da oblea de silicio, o tempo de exposición ao aire pódese reducir na medida do posible para evitar a produción de flores na superficie da oblea de silicio.
(9) O persoal de limpeza non debe entrar en contacto directo coa superficie da oblea de silicio durante todo o proceso de limpeza e debe usar luvas de goma para non producir pegadas dixitais.
(10) Na referencia [2], o extremo da batería usa un proceso de limpeza con peróxido de hidróxeno H2O2 + NaOH alcalino segundo unha proporción de volume de 1:26 (solución de NaOH ao 3%), o que pode reducir eficazmente a aparición do problema. O seu principio é similar á solución de limpeza SC1 (coñecida comunmente como líquido 1) dunha oblea de silicio semicondutora. O seu mecanismo principal: a película de oxidación na superficie da oblea de silicio fórmase pola oxidación do H2O2, que é corroído polo NaOH, e a oxidación e a corrosión prodúcense repetidamente. Polo tanto, as partículas adheridas ao po de silicio, resina, metal, etc.) tamén caen no líquido de limpeza coa capa de corrosión; debido á oxidación do H2O2, a materia orgánica na superficie da oblea descomponse en CO2, H2O e elimínase. Os fabricantes de obleas de silicio utilizaron este proceso de limpeza para procesar a limpeza de obleas de silicio monocristalino cortadas con fío de diamante, obleas de silicio no mercado nacional e taiwanés e outros fabricantes de baterías queixáronse de problemas de uso por lotes de branco veludo. Tamén hai fabricantes de baterías que utilizaron un proceso similar de prelimpeza de veludo, que tamén controla eficazmente a aparencia do branco veludo. Pódese observar que este proceso de limpeza se engade ao proceso de limpeza da oblea de silicio para eliminar os residuos da oblea de silicio e así resolver eficazmente o problema do pelo branco no extremo da batería.
conclusión
Na actualidade, o corte con fío de diamante converteuse na principal tecnoloxía de procesamento no campo do corte de monocristais, pero no proceso de promoción do problema de facer o branco veludo estivo a preocupar aos fabricantes de obleas de silicio e baterías, o que levou aos fabricantes de baterías a que o corte con fío de diamante das obleas de silicio teña certa resistencia. Mediante a análise comparativa da área branca, esta débese principalmente aos residuos na superficie da oblea de silicio. Co fin de previr mellor o problema das obleas de silicio na cela, este artigo analiza as posibles fontes de contaminación superficial da oblea de silicio, así como as suxestións e medidas de mellora na produción. Segundo o número, a rexión e a forma das manchas brancas, pódense analizar e mellorar as causas. Recoméndase especialmente o uso do proceso de limpeza con peróxido de hidróxeno + álcali. A experiencia exitosa demostrou que pode previr eficazmente o problema do corte con fío de diamante da fabricación de obleas de silicio para o branqueamento do veludo, para referencia dos expertos e fabricantes da industria en xeral.
Data de publicación: 30 de maio de 2024